
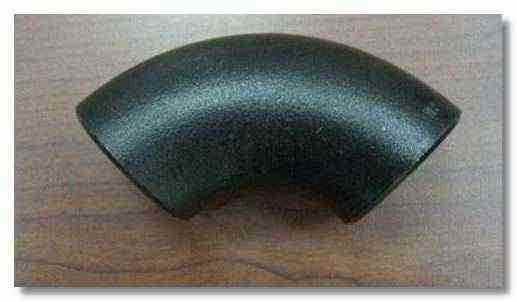
对焊弯头在动工中的特独有尤其的地方一:对焊弯头有焊缝,对焊弯头在焊接动工操作完成后需求根据实际物质情形或管道外界环境进行防锈或防腐蚀处置,以防止弯头在焊缝处锈蚀或腐蚀。–此过程可以要我们明确对焊弯头在运用前的品质物质情形。独有尤其的地方二:一般对焊弯头是在管道动工现场进行焊接的,这是由于各类管道的焊接标准不同,需求根据管道焊缝等级进行现场焊接。需求针对不同的管道焊缝等级来进行现场焊接,这是对焊弯头的又一个独有尤其的地方。独有尤其的地方三:对焊弯头主要用于联接两段不同端面半径的管道,或用于管道改径。这种类型的弯头一样对焊弯头的应用范围碳钢弯头简介:碳钢弯头联接收并管理件,含有一弧形弯管,其特点标志为在弧形弯管上有一体联接的一分流直通。碳钢弯头材料:碳钢弯头的材料有铸铁、不锈钢、合金钢、可煅铸铁钢、有色金属及分子化合物塑料等
工厂好像常青藤,产品就如藤上瓜,瓜好才能卖好价,工厂效益全靠它,我公司出产的90国标弯头不止品质可靠,弯头价格也是*公道的,行不可以以打个电话试试,一个电话又耽误不行您多不多时间,您的试验就是我们合作的着手,热烈欢迎来到90弯头出产厂家我们会还您称心的服务.碳钢高压弯头依照角度可以分为45度大口径弯头,有90度厚壁弯头和180度弯头及其他不同的角度的弯头。依照材质可以分为碳钢大口径弯头,不锈钢大口径弯头,合金钢大口径弯头。依照的曲率半径可分为长半径弯头和短半径弯头

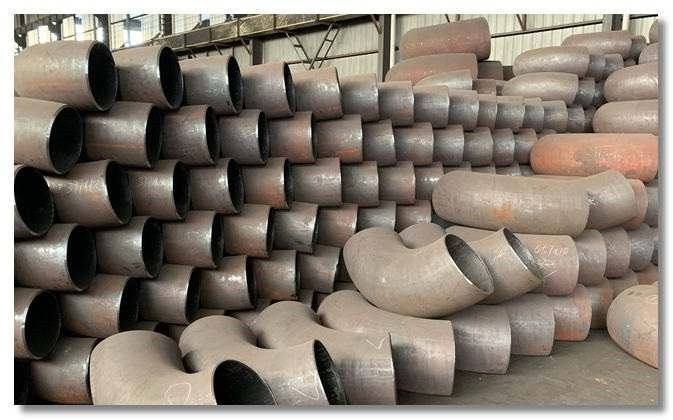
碳钢热压弯头出产厂家盐浩管业公司依托年轻干练的出产和营销团队以及完善的营销理念,致力制造高品质的产品,供给优质售后服务,公司真的的力量雄厚,设备精巧良好,主要出产销售各种材质的高、中、低压管件、管道配件。品质*,用户至上,是我们的宗旨,热烈欢迎广大用户来电垂问
高压合金弯头的正火是将大口径弯头加热到临界温度以上,使大口径弯头整个转变为均匀的奥氏体,之后在空气中天然冷却的热处置方法。它能消除过共析热压弯头的网状渗碳体,对于亚共析热压弯头正火可细化晶格,提升综合力学性能,对要求不高的零件用正火代替退火工艺是比较经济的。碳钢冲压弯头的基本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内里冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐渐变化成圆,终变成一个圆形环壳。根据需求,一个圆形环壳可以割切成4个90○弯头或6个60○弯头或其他规格的弯头,该工艺符合运用于制造弯头中径与弯头内径比大于的无论什么规格大型弯头,是到现在截止制造大型碳钢弯头的理想方法。比如,在混凝土输送管道,泥浆水输送管道中的高压弯头不止要能承担起较高的管道压力,还必须具有令称呼心的耐磨性能。而在化工原料输送管道系统中的高压弯头,除了要承担较高的管道压力外,还必须具有优xiu的抗腐蚀和抗酸碱有经验。无缝弯头:弯头是用于管道转弯儿处的一种管件。在管道系统所运用的整个管件中,所占比例da,约为80。一般,对不同材料或壁厚的弯头挑选不同的成形工艺。制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等。热推制成的无缝弯头具就象下所述有点:产品品质方面:产品化学成分不变,晶粒细化,金相团体符合要求。几何尺寸、圆度误差、角度误差与壁厚减薄量可以成功实现严明控制,内表面面平整、光洁、好看、无氧化、脱碳、起皱、重皮、裂纹等欠缺。仙

含铬不锈钢冲压弯头还集机械强度和高延伸性于一身,便于部件的加工制造,可满足建筑师和结构预设职员的需求。4.按它的曲率半径来分:可分为长半径弯头和短半径圆弧弯头弯头.长半径弯头指它的曲率半径等于倍的管子的外径,即R=D.短半径弯头指它的曲率半径等于管子外径,即R=.(D为弯头直径,R为曲率半径).一种圆弧弯头的出产模型——角形芯头的制造方法,角形芯头由圆柱段,变型扩径段和定形段组成,其特点标志是:将多块具有一定几何形状和尺寸的钢板重叠焊接,制成角形芯头粗坯,经手工修磨而制成角形芯头,步骤如下所述:(1)将钢板经车床加工成一圆环,圆环的外圆弧为要圆弧弯头内壁的外圆弧,圆环的内圆弧为要圆弧弯头内壁的内圆弧;(2)从圆圆环钢板上割取二块对称的角形主芯板,它的外圆弧即为圆圆环钢板的外圆弧,它的内圆弧在定形段内即为圆圆环钢板的内圆弧,在变型扩径段内为过渡圆

假设掌握好这两个环节,那我们的弯头出产必将会提升出产效率。将已经淬火的焊接高压弯头重新加热到一定温度,再用一定方法冷却称为回火。其目的是消除淬火产生的内里策应力,下降硬度和脆性,以得到预先希望的力学性能。回火分高温回火、中温回火和低温回火三类。回火多与淬火、正火合适运用。国标厚壁不锈钢弯头成形工艺有热推、冲压、挤压等。热推弯头成形工艺是觉得合适而运用专用弯头推制机、芯模和加热装置,使套在出产模型上的毛坯在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。管坯安摆安放在下模上,将内芯及端模装入管坯,上模向下运动着手压制,通过外模的约束和内模的支撑作用使弯头成形。与热推工艺相比,冲压成形的外观品质还不如前者。除上面所说的三种常用的成形工艺之外。焊接法:将要板坯通过出产模型压制出弯头的二分之一管体,再将两个二分之一管体通过焊接变成完整弯头的方法。运用焊接法制造出的弯头后续需求进行多次加工,且成形品质较差通过以上对不同弯头成形方法的介绍,可以看出,每种成形弯头方法固然在应用范围、成形弯头的效率以及成形弯头的品质上有所不同,但在出产中都有各自的优势。在管件成形时,需求根据当前的实际物质情形,找到能够迅速的出产出所需的符合标准弯头的成形方法,用来担保根本的出产效益
不锈钢弯头执行标准有GB/T12459-2005,GB/T13401-2005等。不锈钢弯头的球阀,截止阀,闸阀运用时,只作整张纸或全闭,不赞成做调节流量用,以免严密封闭面受冲蚀,加速磨损。90度焊接弯头是觉得合适而运用与管材相同材质的板料用冲压出产模型冲压成半块圆环弯头,之后将两块半环弯头进行组对焊接成形
聚氨酯直埋取暖管产品执行标准GB/T114-2000——高疏密程度聚乙烯外护管聚氨酯多气孔材料预制直埋取暖GB/T155-2001——高疏密程度聚乙烯外护管聚氨酯多气孔材料预制直埋取暖管EN253:2003——由工作钢管、聚氨酯取暖层和聚乙烯外套管组成的取暖EN448:2003——由工作钢管、聚氨酯取暖层和聚乙烯外套管组成的取暖管件。聚氨酯发泡取暖钢管,聚氨酯取暖钢管工作钢管:根据输送介质的技术要求离别觉得合适而运用有缝钢管、无缝钢管、双面埋弧螺旋焊接钢管。聚氨酯取暖钢管取暖层:觉得合适而运用硬质聚氨酯多气孔材料。聚氨酯取暖钢管尽量照顾壳:觉得合适而运用高疏密程度聚乙烯或玻璃钢预制直埋取暖管自三十时代聚氨酯合成材料诞生以来,一直作为一种良好的绝热取暖材料而得到迅速发展,其应用范围也越来越广泛,更由于其动工预制直埋取暖管规格,聚氨酯取暖管聚氨酯发泡取暖钢管在管路系统中,弯头是改变管路方向的管件。按角度分,有及三种常用的,另外根据工程需求还含有等其他非正常角度弯头。弯头的材料有铸铁、不锈钢、合金钢、可煅铸铁、碳钢、有色金属及分子化合物塑料等。与管子联接的方式有:直接焊接常用的方式法兰联接、热熔联接、电熔联接、螺纹联接及承插式联接等。作为取暖材料,聚氨酯材料是到现在截止国际上性能的取暖材料了
上一篇: 焊接无缝弯头型号
下一篇: 冲压弯头在生产加工过程需要注意的事项
Copyright © 2019-2020 河北盐浩弯头生产厂家 版权所有 ICP备案号:冀ICP备2020029558号-4
河北盐浩弯头管件生产厂家主营:冲压弯头、焊接弯头、无缝弯头、弯头厂家等各种类型的管件相关配件,规格齐全,价格优惠,欢迎选购。
地址:河北省沧州市盐山县 电话:15373317776
地址:河北省沧州市盐山县
电话:15373317776
企业邮箱:953635250@qq.com 业务QQ:953635250







