
焊接弯头综合以上因素在焊接时觉得合适而运用里、外两名焊工同时对称焊接,既很好的解决了充氩问题,并且成形也很好不需管坯作原料,可节俭制管设备及出产模型花销,且可得到任意大直径而壁厚相对较薄的碳钢弯头。毛坯为平板或可展球面,因而下料简单,精确度容易担保,组装焊接方便。对焊弯头的选用与管材一样原料的板料用冲压出产模型冲压成半块圆环弯头,之后将两块半环弯头进行组对焊接成形。由于各类管道的焊接规范不同,一般是按组对点固的未成品出厂,现场动工根据管道焊缝等级进行焊接,因而,也称为两半焊接弯头

对焊弯头在焊接动工操作完成后需求根据实际物质情形或管道外界环境进行防锈或防腐蚀处置,以防止弯头在焊缝处锈蚀或腐蚀,而造成弯头运用保存生命的年数过短。对焊弯头在焊接前,中维管件对焊弯头为防止焊接变型,将组对成整体的弯头两外瓦片两端找正后,用不锈钢弧板和龙骨加固好.按跟平常一样规焊代替段,需求充氩焊接,思索问题到焊接成本以及管径较大,充氩比较困难,

前提还得碰到比较好的师傅!碰到非常不好的!连皮毛都学不到!做桥架主要是四个重要步骤:公式!画法,切法!计算方法!有的人学做桥架!只能做一个规格的桥架!其他规格就做不行!例如只能200*100的桥架的上下爬坡弯头!换400*200的桥架就做不行!为什么呢主要原因没有掌握公式

这个问题是这样按标准的程序是要工程收尾时才能安装的。开工改水就安装,对成品尽量照顾增加困难程度了水暖工说的是有他的跟据的(也是为了某将来装安不显露出来问题)安装花洒的那两个内牙弯头是埋入墙里的,这你也看到了。但是,水暖工开槽埋入后,要用卡子临时固定,(两个内牙弯的中心150MM),假设在瓦匠操作时,这两个内牙弯假设显露出来不在一条线上、或者越过墙砖,他就安装不上了(平直是可以装上,但里外不相同定理想)。所以说他是担心这个事的发生你假设没想到过早的安装花洒,那你就要在瓦匠贴砖的时刻多下点功夫,看住了,的内牙弯位置情形:除了中心距要尽量准(有些误差是可以的),但不可以少要平行,(就是两个内牙的口要平直,不可以以歪头)。内牙弯头的更外口面应缩进砖面5MM,是第1好的情形(将来安装时,花酒的装饰盖
国标碳钢弯头厂家活套不锈钢法兰不锈钢法兰只是松套在凸缘或翻边土,故又叫作自由不锈钢法兰。活套不锈钢法兰不是直搜周定述接在器皿或接收并管理上。这种联接方法达不到整体式联接的同样强度。活套不锈钢法兰用于小尺寸的场合较多在为了节俭不锈钢成对于不合符合适觉得合适而运用整体不锈钢法兰的有色金属《如铝、闷等)10金属《分子化合物塑料、内瓷)的场合下,活套不锈钢法兰却较广泛地觉得合适而运用着。任愈方式M兰平那不锈钢法兰又叫作任恋方式不锈钢法兰。不锈钢法兰内圆加工出坡口,套钥潋体或其他部件上。之后再将二者焊在一块儿。其受力物质情形介于整体不锈钢法兰与活套不锈钢法兰之…..尽管现用的不锈钢法兰型式很多,但墓本型式可分为以下三种整体不锈钢法兰这类不锈钢法兰一般有锥形的颐脖,故又叫作为长颈不锈钢法兰或带预不锈钢法兰。整体不锈钢法兰它与器皿或管道往往是一个整体活套不锈钢法兰不锈钢法兰只是松套在凸缘或翻边土,故又叫作自由不锈钢法兰。活套不锈钢法兰不是直搜周定述接在器皿或接收并管理上。这种联接方法达不到整体式联接的同样强度。活套不锈钢法兰用于小尺寸的场合较多

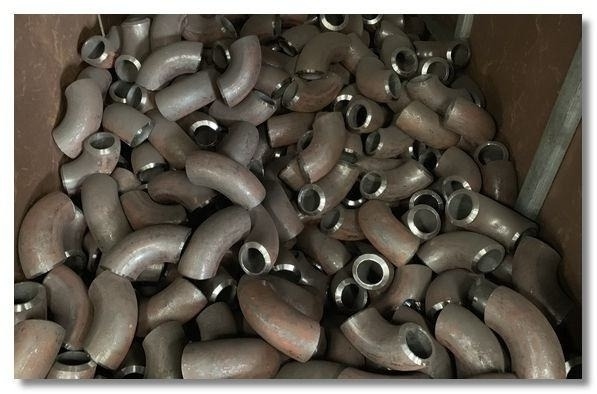
炉内温度控制是关键性的问题.圆管坯出炉后要通过压力形成空洞机进行穿空。燃烧材料为氢气或乙。一样较常见的形成空洞机是锥形辊形成空洞机,这种形成空洞机出产效率高,产品品质好,形成空洞扩径量大,可穿多种管件.形成空洞后,圆管坯就先后被三辊斜轧,连轧或挤压。el在管路系统中,弯头是改变管路方向的管件。按角度分,有45°及90°180°三种更常用的,另外根据工程需求还含有60°等其他非正常角度弯头。弯头的材料有铸铁、不锈钢、合金钢、可锻铸铁、碳钢、有色金属及分子化合物塑料等。与管子联接的方式有:直接焊接(更常用的方式)法兰联接、热熔联接、电熔联接、螺纹联接及承插式联接等。依照出产工艺可分为:焊接弯头、冲压弯头、推制弯头、铸造弯头、对焊弯头等2011年,原冶炼金属部副、中国无缝弯头工业协会名声会长吴溪淳就曾因河北省5000万吨粗钢产值而怒发冲冠。在他看来,当地为了一己私益,并不牵强凑合维持当地钢企减产,这引起中国无缝弯头业失掉了有帮助的结构调整机会。依照出产工艺可分为:焊接弯头、高压弯头、铸造弯头、大口径法兰等。无缝弯头有以下有点:卫生无毒,重量轻,耐热性好,耐腐蚀性好,取暖性好,抗冲性能好,卫生无毒:材料由碳、氢两种无素组成,未添加无论什么有毒的重金属盐牢稳剂,材料的卫习惯能已经通过国度部门检检查验看看测定。重量轻:冲压弯头疏密程度为***/cm。加热的温度大致是在1200摄氏度左右,合适的温度才是利于材料的出产的。再接着圆管坯出炉后要通过压力形成空洞机进行穿空,更后就是三辊斜轧、连轧或挤压形成更后的成品了。整个儿出产过程可以说流程并不是很复杂的,但是要做好基本的出产工作或者需求掌握好更后的几个基本环节。比如说像是材料的加热,以及更后的弯头的形成工作,当我们很好地处置了这些个工作的时刻也就可以很没有碰到困难的完成基本的出产工作了
上一篇: 180度大口径弯头生产厂家
下一篇: 不锈钢无缝弯头厂家直销
Copyright © 2019-2020 河北盐浩弯头生产厂家 版权所有 ICP备案号:冀ICP备2020029558号-4
河北盐浩弯头管件生产厂家主营:冲压弯头、焊接弯头、无缝弯头、弯头厂家等各种类型的管件相关配件,规格齐全,价格优惠,欢迎选购。
地址:河北省沧州市盐山县 电话:15373317776
地址:河北省沧州市盐山县
电话:15373317776
企业邮箱:953635250@qq.com 业务QQ:953635250







