
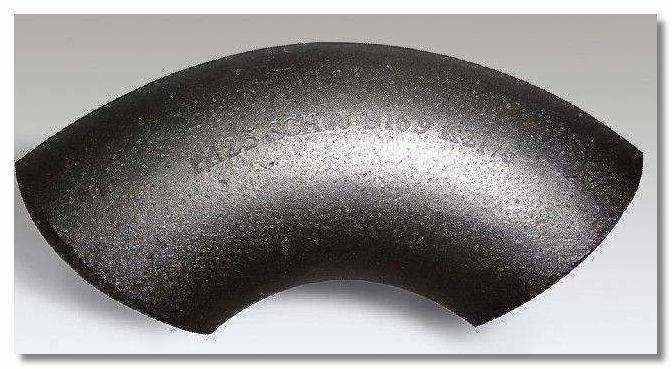
合金弯头符合运用于燃料、天然产生的液化气、化工、水电、建筑和锅炉等行业的管路系.无缝弯头不需管坯作原料,可节俭制管设备及出产模型花销,且可得到任意大直径而壁厚相对较薄的不锈钢弯头。可以缩减制造周期,出产成本大大下降.因不需求无论什么专用设备,尤其符合于现场加工大型不锈钢弯头。
毛坯为平板或可展球面,因而下料简单,精确度容易担保,组装焊接方便。鼓胀法:一种是在管内安放橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把管子鼓成所需求的形状

耐磨弯头卫生无毒:材料由碳、氢两种无素组成,未添加无论什么有毒的重金属盐牢稳剂,材料的卫习惯能已经通过国度权威部门检检查验看看测定。5、无缝弯头重量轻:冲压弯头疏密程度为,仅为钢管的非常之一。由于重量轻,可大大工业下降运送花销和安装的动工强度。
无缝弯头高抗冲:由于独有尤其的抗冲强度性能比其他实壁管有了清楚显露改善,其环刚度相当于实壁的倍。7、无缝弯头耐热性能好:当工作水温为70度,软化的温度为140度。承插管件的毛坯尺寸和机械加工余量值是由研发担担任职务务的人根据实际物质情形和预设习惯选定的,可参照有关标准。不锈钢承插弯头承插管件的分模面要加一定的拔模斜度,以便承插管件成形后能从出产模型型腔中没有碰到困难取出

制造煨制弯管还需求注意以下几个步骤:当煨制弯管椭圆率或皱折不公平度超过标准要求时,只能废弃,另行煨制。燃料化工管道觉得合适而运用加热方法煨制弯管时,为了减少圆管断面的变型,需向管内灌入经加热烘干的河砂,并随灌随敲打管壁,以担保干砂充满填实/对煨弯管段的加热温度要控制在一定范围内,过高、过低都会影响弯管的品质。觉得合适而运用冷弯煨制弯管时,胎模选用要合适;对于较薄管壁煨制弯管时,为了防止断面变型,
应觉得合适而运用管内灌砂、充满打实,再选合适适胎模,进行煨制。公称直径小于或等于200mm的工业管道,应尽量觉得合适而运用煨制弯管。在不可以以觉得合适而运用煨制弯管的物质情形下。可觉得合适而运用焊制弯管。硬聚氯乙烯分子化合物塑料管作为给、排水管道时,可以觉得合适而运用注塑成型的急弯弯头。公称直径大于200mm的卷焊直缝管,一般觉得合适而运用焊制弯管。

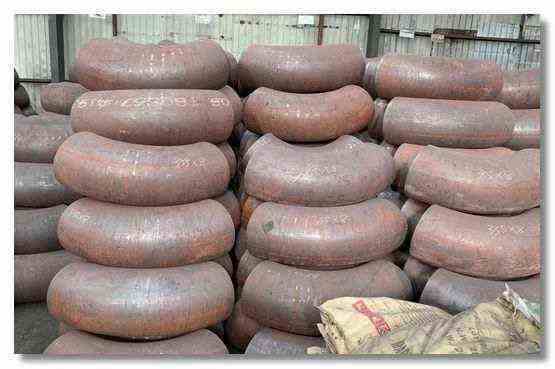
保山高压弯头的制造工艺首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内里冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐渐变化成圆,更后变成一个圆形环壳.根据需求,一个圆形环壳可以割切成4个90弯头或6个60高压弯头或其他规格的高压弯头,
该工艺符合运用于制造高压弯头中径与冲压弯头内径比大于的无论什么规格大型弯头,是到现在截止制造大型国标弯头的理想方法.高压弯头符合运用于燃料,天然产生的液化气,化工,水电,建筑和锅炉等行业的管路系.不需管坯作原料,可节俭制管设备及出产模型花销,且可得到任意大直径而壁厚相对较薄的国标弯头.由于上面所说的二条原因,可以缩减制造周期,出产成本大大下降.因不需求无论什么专用设备,尤其符合于现场加工大型国标弯头.毛坯为平板或可展球面,因而下料简单,精确度容易担保,组装焊接方便
焊接弯头,它是觉得合适而运用与管材相同材质的板料用冲压出产模型冲压成半块圆环弯头,之后将两块半环弯头进行组对焊接成形。由于各类管道的焊接标准不同,一般是按组对点焊固定未成品出厂,现场动工根据管道焊缝等级进行焊接,由于这个,也称为两半焊接弯头
上一篇: 大口径碳钢弯头报价
下一篇: 不锈钢冲压弯头规格尺寸表
Copyright © 2019-2020 河北盐浩弯头生产厂家 版权所有 ICP备案号:冀ICP备2020029558号-4
河北盐浩弯头管件生产厂家主营:冲压弯头、焊接弯头、无缝弯头、弯头厂家等各种类型的管件相关配件,规格齐全,价格优惠,欢迎选购。
地址:河北省沧州市盐山县 电话:15373317776
地址:河北省沧州市盐山县
电话:15373317776
企业邮箱:953635250@qq.com 业务QQ:953635250







