
180度弯头成型基本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内里冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐渐变化成圆,*终变成一个圆形环壳。根据需求,一个圆形环壳可以割切成4个90弯头或6个60弯头或其他规格的弯头,
焊接弯头该工艺符合运用于制造高压弯头中径与冲压弯头内径比大于的无论什么规格大型弯头,是到现在截止制造大型国标弯头的理想方法热压弯头制成形弯头符合连续出产,出产效率较快,且能够出产不同规格的弯头,在现有的弯头成形方法中是出产成本较低的一种成形方法,由于这个被广泛应用在弯头的出产中。
盐浩不锈钢管弯头价格作用而增厚,合力N1和N2使管子横截面发发生灾难化。基于这一因素,引发了弯管品质下降主要原由于RX与SX所以,对焊接头处必须进行检检查验看看,这也是担保焊接品质的重要处购置法。弯头焊完完成后根据产品技术要求对焊缝进行相应的检检查验看看,凡不合符合技术要求所准许的欠缺,需及时进行返修(如严重不合符合标准没有方法进行修复的直接扔掉不用)。焊接品质的常见的检检查验看看含有外观检查,无损探伤和机械性能试验三个方面。这三者是互相填充的,那边边又以无损探伤为主。GBJ235-82中,对各种压力等级物质情形下的RX值以及外侧的减薄量均做了明确规。
是一种高疏密程度聚乙烯外护管聚氨酯多气孔材料预制直埋碳钢弯头。将除锈防腐后的弯头套在聚乙烯套管内,中间注入聚氨酯泡沫儿,使之充分填满弯头与聚乙烯套管之间的窟窿眼儿,*终使弯头、套管、碳钢层形成一个坚固的整体,达到防腐碳钢的效果,碳钢弯头就是形成了。碳钢弯头的根本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封锁的多棱扇形壳,内里冲满压力介质后,施以内压,在内压作用下横截面由多边形逐层变成圆,
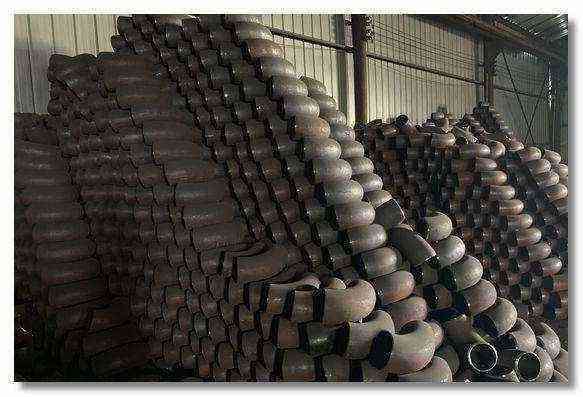
碳钢弯头的根本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封锁的多棱扇形壳,内里冲满压力介质后,施以内压,在内压作用下横截面由多边形逐层变成圆,*终变成一个圆形环壳。根据需求,一个圆形环壳能够割切成4个90○弯头或6个60○弯头或其他规格的弯头。无缝碳钢弯头依照角度可以分为90度大口径弯头,有90度大口径弯头和180度弯头及其他不同的角度的弯头。依照材质可以分为碳钢弯头,不锈钢弯头,合金钢弯头。依照的曲率半径可分为长半径弯头和短半径弯头

但在成形碳钢弯头时,对内里牛角芯棒有较高的红硬性要求,且弯头在成形时加热温度需求控制750℃~950℃之间利用热推制工艺推制出的弯头在外观上比较好看,成形品质较好,壁厚也比较均匀,并且非常符合连续大批量的出产,所以在成形合金钢、不锈钢以及碳钢弯头时一般选用热推制成形的工艺。4、无缝弯头卫生无毒:材料由碳、氢两种无素组成,未添加无论什么有毒的重金属盐牢稳剂,材料的卫习惯能已经通过国度权威部门检检查验看看测定5、无缝弯头重量轻:冲压弯头疏密程度为,仅为钢管的非常之一。由于重量轻,可大大工业下降运送花销和安装的动工强度6、无缝弯头高抗冲:由于独有尤其的抗冲强度性能比其他实壁管有了清楚显露改善,其环刚度相当于实壁的倍7、无缝弯头耐热性能好:当工作水温为70度,软化的温度为140度。但这种工艺相对复杂、操作麻烦,且成形品质还不如前述工艺,故较少觉得合适而运用。依照度数可以分为度20g弯头和180度20g弯头
碳钢弯头就是形成了碳钢弯头的根本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封锁的多棱扇形壳,内里冲满压力介质后,施以内压,在内压作用下横截面由多边形逐层变成圆,*终成碳钢弯头的根本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封锁的多棱扇形壳,内里冲满压力介质后,施以内压,在内压作用下横截面由多边形逐层变成圆,*终变成一个圆形环壳。根据需求,一个圆形环壳能够割切成4个90○弯头或6个60○弯头或其他规格的弯头,该工艺符合运用于制造弯头中径与弯头内径比大于的无论什么规格大型弯头,是到现在截止制造大型碳钢弯头的理想方法

上一篇: 耐磨弯头规格尺寸表
下一篇: 碳钢焊接弯头加工厂家
Copyright © 2019-2020 河北盐浩弯头生产厂家 版权所有 ICP备案号:冀ICP备2020029558号-4
河北盐浩弯头管件生产厂家主营:冲压弯头、焊接弯头、无缝弯头、弯头厂家等各种类型的管件相关配件,规格齐全,价格优惠,欢迎选购。
地址:河北省沧州市盐山县 电话:15373317776
地址:河北省沧州市盐山县
电话:15373317776
企业邮箱:953635250@qq.com 业务QQ:953635250







