
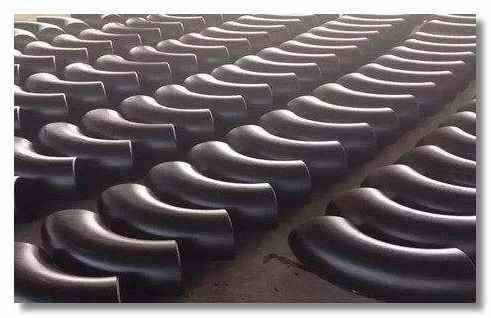
180度弯头是用于管道转弯儿处的一种管件。在管道系统所运用的整个管件中,所占比例大,约为80。一般,对不同材料或壁厚的弯头挑选不同的成形工艺。制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等。热推成形热推弯头成形工艺是觉得合适而运用专用弯头推制机、芯模和加热装置,
使套在出产模型上的毛坯在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程热推弯头的变型独有尤其的地方是根据金属材料范性变型前后大小不变的规律确定管坯直径,所觉得合适而运用的管坯直径小于弯头直径,通过芯模控制毛坯的变型过程,使内弧处被压缩的金属流动,偿还到因扩径而减薄的其他部位,因此得到壁厚均匀的弯头。

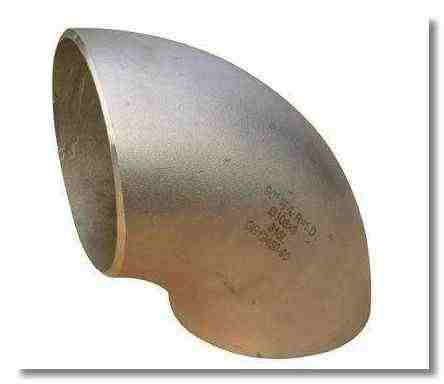
冲压弯头不污染环境。冲压弯头的性能独有尤其的地方及应用冲压弯头的性能独有尤其的地方及应用冲压弯头的性能独有尤其的地方及应用冲压弯头符合运用于燃料、天然产生的液化气、化工、水电、建筑和锅炉等行业的管路系,冲压弯头之所以被数目多的运用在各行各业,其有点也被大家广泛的许可,大家分享一下子冲压弯头的独有尤其的地方。冲压弯头出产制造的效率比较高,并且操作简单,便于成功实现机械化与自动化。由于冲压是依靠冲压出产模型和冲压设备来完成加工出产,平常的压力机的行程回数大大约是每分钟几十次,高速压力要每分钟可达数百次甚至于千次以上,每次冲压行程就有可能得到一个冲件。(一般物质情形下每分钟达不到理论行程)冲压弯头碎屑料较少,由于这个原材料消耗的少,况且不需其他加热设备,因而是一种省料,节能的加工方法。冲压弯头可加工的尺寸范围较小冲压弯头由于头冲压时材料的冷变型硬化效应
对焊弯头的背弧减薄一向以来是一个没有方法解决的问题,仅有的方法即是加大毛坯的厚度,可是这样做的更后结果即是增大其本钱。当前的弯头不论是碳钢无缝弯头或者高压无缝弯头,运用多的技能即是推制,这种技能的独有尤其的风格即是产量大,工厂化速度快,弯头出产出来也好看。而从一着手的弯头的出产满是老笨粗的冲压,此种方式一向接着了好几十年的时刻,即是现在很多客户仍是称号弯头为冲压弯头。压力管道的各个方面检检查验看看中,
厚壁弯头的背弧是测厚的重点部位,尤其是压缩机、泵、器皿和其他设备的出口管道的弯头,由于承担气体介质较大的冲刷力(尤其是带颗粒状固体的气体介质),在测厚检查中更值得重视。在实际工作中,经常发觉弯头的外侧减薄严重.而压力管道管件在制造中没有监检,在安装中质检担担任职务务的人又基本上错误其厚度偏差进行检检查验看看测定,所以很难说清楚这些个减薄。是制造欠缺或者运用中冲蚀造成的。对在役的压力管道在各个方面检检查验看看中,假设显露出来这种物质情形,需求怎样定级呢

当纯弯曲时,无缝大弯,高压弯管,厚壁弯管,异型弯管管子在外力距M作用下那边边性层外侧臂壁受拉应作用而减薄,内侧受压应力。作用而增厚,合力N和N使管子横截面发发生灾难化。基于这一因素,引起弯管品质下降主要原由于RX与SX所以,GB中,对各种压力等级物质情形下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,因此保证品质。前条已讲过,弯管时材料外侧受拉,内侧受压中性轴存在的地方位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约/处,在旋弯(回弯式)工作时,中性轴处于离外壁/处。由于这个薄壁管道弯曲,运用旋弯法是有好处的。符合运用范围冲压弯头的原材料有合金钢、碳钢、不锈钢、铜、铝合金、分子化合物塑料、pvc等原材料加工出产而
316型不锈钢含有钼。管道日标法兰的长度基本都比较大,输送的介质什么都会有加之管道加长再在这以后会随着温度的提升和环比,管道也许会热胀冷缩再加上俩个管道焊接不稳固焊口对不齐的后果只总算背弧部分的应力会非常大,这可以是大弯曲倍数无缝弯头焊接直管段的重要性,甚至于但是更多的工地研发安装的要求则变成是多远的距离必须安装偿还器。在空气中或化学腐蚀介质中能够反抗腐蚀的一种高合金钢,不锈钢是具有着好看的表面和耐腐蚀性能好
不用通过镀色等表面处置。无缝弯头焊接直管段主重要的条目的则是使焊接更安全而发挥不锈钢所本来就有的表面性能由于这个在海洋和化学工业环境中的抗点腐赔钱儿事大大地优于304不锈钢。这之中美国ASTM标准简介成立于1898年的ASTMInternational(美国试验与材料学会国际团体)是到现在截止世界上*的制定自愿性标准的团体。作为非盈利团体ASTM标准数目规模极大在各行业中展现运用价值.

上一篇: 冲压弯头规格尺寸表
下一篇: 碳钢对焊弯头厂家哪家好
Copyright © 2019-2020 河北盐浩弯头生产厂家 版权所有 ICP备案号:冀ICP备2020029558号-4
河北盐浩弯头管件生产厂家主营:冲压弯头、焊接弯头、无缝弯头、弯头厂家等各种类型的管件相关配件,规格齐全,价格优惠,欢迎选购。
地址:河北省沧州市盐山县 电话:15373317776
地址:河北省沧州市盐山县
电话:15373317776
企业邮箱:953635250@qq.com 业务QQ:953635250







