

格对焊弯头焊后一般都是产生形变,假定形变量超越控制值,就会危害应用。产生的主要缘故是焊接件不匀称地一部分加温和制冷。由于电焊焊接时,焊接件仅在一部分地区被加温到高溫,离焊接愈近,溫度愈高,澎涨也愈大。
可是,加温地区的金属材料因遭受周边溫度较低的金属材料阻拦,却不可以恬适澎涨;而制冷时又由于周边金属材料的操纵不可以安闲地收拢。結果这些加温的金属材料存有拉地应力,而其他一部分的金属材料则存有与之均衡的压地应力。

当这种地应力超越金属材料的屈服极限时,将产生电焊焊接形变;当超越金属材料的强度极限时,则会展现缝隙。焊接提高过高:当电焊焊接焊缝的聚焦点开的很小或电焊焊接电流量过钟头,均会展现这种情况。由于地应力聚集易发病毁坏,因此,为前行高压容器的疲倦寿限,规定将焊接的提高高推平。
焊接过凹:因焊接工作横截面的减少进而接口处的抗压强度降低。焊接错口:在电焊焊接弯头上沿焊接边界所组成的洼陷叫错口,它不只降低了连接头工作横截面,而且在错口处组成比较严重的地应力聚集。焊疤:熔融金属材料流进溶池边界未融化的电焊焊接弯头上,沉积组成焊疤,它与电焊焊接弯头沒有焊接。焊疤对静载试验抗压强度无危害,但会造成地应力聚集,使动载抗压强度降低。烧穿:烧穿就是指一部分熔融金属材料从焊接不太好露出,乃至烧穿成洞,它使连接头抗压强度降低。
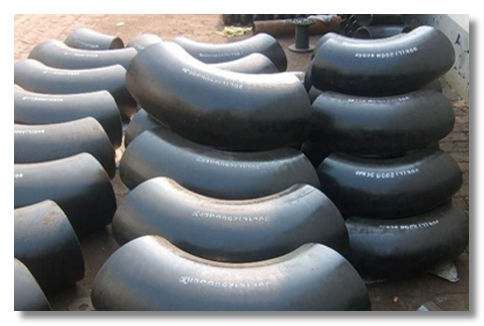
左右五种缺陷存有于焊接的表面,人眼就能发觉,并可立即焊补。假定实际操作娴熟,一般是可以避免的。1.按聚焦点分:更常见的有45°、90°及180°三种,其他根据工程项目必须还包括60°等别的异常聚焦点大规格对焊弯头。2.依照生产工艺流程可分成:电焊焊接大规格对焊弯头、冲压模具大规格对焊弯头、锻造大规格对焊弯头号。3.按夹角来分:可分成长半经大规格对焊弯头和短半经大规格对焊弯头。
上一篇: 180度对焊弯头规格表
下一篇: 碳素钢弯头技术性适用
Copyright © 2019-2020 河北盐浩弯头生产厂家 版权所有 ICP备案号:冀ICP备2020029558号-4
河北盐浩弯头管件生产厂家主营:冲压弯头、焊接弯头、无缝弯头、弯头厂家等各种类型的管件相关配件,规格齐全,价格优惠,欢迎选购。
地址:河北省沧州市盐山县 电话:15373317776
地址:河北省沧州市盐山县
电话:15373317776
企业邮箱:953635250@qq.com 业务QQ:953635250







