

无缝弯头及把无缝管放在推制机的杠上,通过压力的推制使其在一个弯弯的管子上做弯制运动的过程,推制之前毛坯必须通过严明的清楚内壁的铁流子氧化毛皮等等杂质,况且内壁和出产模型上都图上白色颜料推制的滑快温和委婉畅,以防硬物拉伤弯头的内壁。弯头推制速度直接影响其品质和厚

碳钢弯头的热推成形工艺是觉得合适而运用专用弯头推制机、芯模和加热装置,使套在出产模型上的毛坯在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程热推弯头的变型独有尤其的地方是根据金属材料范性变型前后大小不变的规律确定管坯直径,所觉得合适而运用的管坯直径小于弯头直径,通过芯模控制毛坯的变型过程,使内弧处被压缩的金属流动,偿还到因扩径而减薄的其他部位,因此得到壁厚均匀的弯头。与热推工艺相比,冲压成形的外观品质还不如前者。

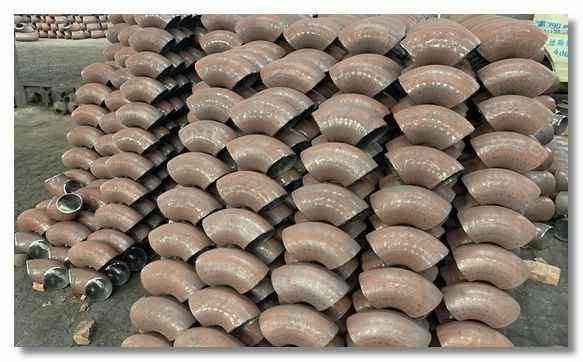
90°碳钢推制弯头出货即使是客户部要求我们的无缝弯头在出厂之前都是需求喷砂除锈处置的,这是一项很重重要的工作,很多商家很不愿意给我客户喷砂除锈,由于这样会显露无缝弯头的种种欠缺还需求修磨。很多客户在我厂约定购买无缝弯头的时刻我厂基本都负责喷砂,一是方便广大客户二是把无缝弯头收拾的更为漂亮,但是喷砂也不是无常的,不论生常来的客人户价格都绝dui低于市场同行业,我厂只收一个成本花销。
碳钢无缝弯头又叫作对焊弯头焊接弯头常应用于带钢、型材、线材、钢筋、钢轨、锅炉钢管、燃料和天然产生的液化气输送等管道的接长;交通工具轮辋和自行车、Motor车轮圈的对焊、各种链环等圆环工件的对焊;刀具的工作部分高速钢与尾部中碳钢的对焊,柴油机排气阀的头部与尾部的对焊,铝铜导电接头的对焊,可以节俭价值高金属,提升产品质性格能、交通工具方向轴外壳和后桥壳体的对焊;各种连杆、拉杆的对焊,以及特殊零件的组焊,将简单轧制、锻造、冲压或机加工件对焊成复杂的零件碳钢弯头的根本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封锁的多棱扇形壳,内里冲满压力介质后,施以内压,在内压作用下横截面由多边形逐层变成圆,*终变成一个圆形环壳。根据需求,一个圆形环壳能够割切成4个90○弯头或6个60○弯头或其他规格的弯头,该工艺符合运用于制造弯头中径与弯头内径比大于的无论什么规格大型弯头,是到现在截止制造大型碳钢弯头的理想方法。

对在低温或动负荷条件下的钢材构件进行定性处置,以消除残余应力,牢稳热压弯头团体和尺寸,尤为重要。对焊弯头,是一种具有中空截面、周边没有接缝的长条钢材。钢管具有中空截面,数目多用作输送流体的管道,如输送燃料、天然产生的液化气、液化气、水及某些固体物料的管道等。钢管与圆铁等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件对焊弯头,如燃料钻杆、交通工具传动轴、自行车架以及建筑动工中用的钢脚手架等。由于在周长相等的条件下,用圆形管可以输送更多的流体对焊弯头。这个之外,圆环截面在承担内里或外部径向压力时,受力较均匀,由于这个,绝大部分数钢管是圆管

上一篇: 国标无缝弯头多少钱
下一篇: 45度冲压弯头厂家直销
Copyright © 2019-2020 河北盐浩弯头生产厂家 版权所有 ICP备案号:冀ICP备2020029558号-4
河北盐浩弯头管件生产厂家主营:冲压弯头、焊接弯头、无缝弯头、弯头厂家等各种类型的管件相关配件,规格齐全,价格优惠,欢迎选购。
地址:河北省沧州市盐山县 电话:15373317776
地址:河北省沧州市盐山县
电话:15373317776
企业邮箱:953635250@qq.com 业务QQ:953635250







