
不锈钢弯头产品主要应用于锅炉管道、热电厂等管道系统中,随着电力安装机组容量的不断增大,主蒸汽等汽水儿管道预设也越来越厚,擘厚很多已达到70mm以上,传统的管道焊接操作已不可以以称心工厂化配管的需求,由于这个,必须改进厚壁弯头的焊接工艺。以P91钢厚壁弯头为例,
焊前预热及层间温度跟踪。根据P91焊接性能的分析,必须严明控制焊前预热温度和焊缝层问温度,TIG焊的预热温度挑选100~150℃,SMAW升温至250~300℃,在整个儿焊接过程中,觉得合适而运用远红外测温仪监控焊缝层间温度。将已经淬火的焊接高压弯头重新加热到一定温度,再用一定方法冷却称为回火。其目的是消除淬火产生的内里策应力,下降硬度和脆性,以得到预先希望的力学性能

冲压弯头工艺更好弯头在运动中会被加热、扩径并弯曲成形。热推弯头的变型独有尤其的地方是根据金属材料范性变型前后的大小不变的规律来确定管坯直径的,所运用的管坯直径会小于弯头的直径,在通过芯模控制毛坯的变型过程中使内弧处会被压缩的金属流动并偿还到因扩径而减薄的部位,因此使得弯头的壁厚均匀。运用热推成形的弯头外观好看,壁厚均匀,非常符合于大批量的出产。美标无缝弯头是觉得合适而运用专用的弯头推制机器、芯模以及加热装置使套在出产模型上面的毛坯在推制机的推动下向前方运动,弯头在运动中会被加热、扩径并弯曲成形。热推弯头的变型独有尤其的地方是根据金属材料范性变型前后的大小不变的规律来确定管坯直径的,所运用的管坯直径会小于弯头的直径,在通过芯模控制毛坯的变型过程中使内弧处会被压缩的金属流动并偿还到因扩径而减薄的部位
高压厚壁弯头成形工艺是觉得合适而运用专用弯头推制机、芯模和加热装置,使套在出产模型上的毛坯在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程在平时经营销售中,经常碰到客户要求弯头厂家对无缝弯头探伤检检查验看看测定或者保探伤焊接,那末探伤检检查验看看测定主要涵义是什么呢实际上探伤检检查验看看测定主要分为:UT、RT、PT等几种方法,UT探伤检检查验看看测定指的是超引起耳朵的振荡波检检查验看看测定,PT是液体渗透检检查验看看测定方法,而RT指的是射线。
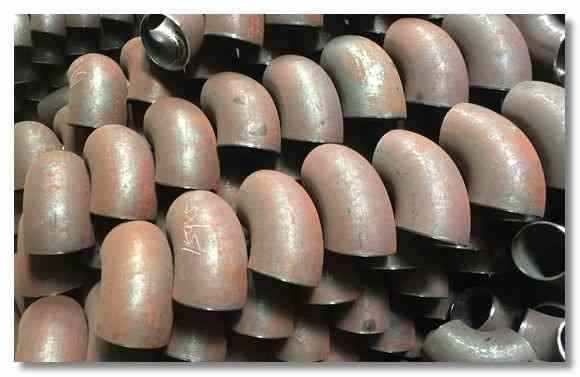
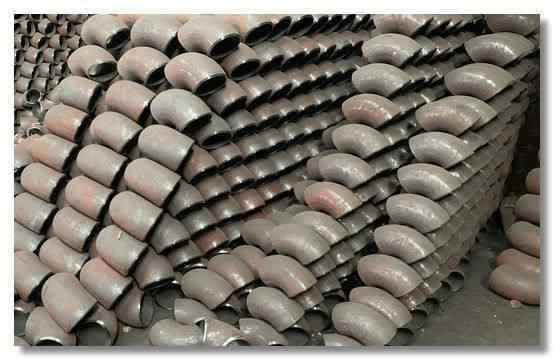
焊接弯头采取的是利用同样型号的钢管进行采取同样型号的弯头进行直接弯曲,这样所出来的焊接弯头的整体身体的重量是不会改变的,同时来说大口碳钢弯的减薄率是很小的。这样焊接弯头的运用保存生命的年数是比较长的。焊接弯头的表面都是固定的,当然,一样焊接弯头的表面都是根据钢管的不同而进行挑选焊接弯头的不同知识,所以来说,为了担保焊接弯头的表面,一般钢管进来以后,假设没有碳钢弯加院子之中的雨水冲洗过,那末焊接弯头通过高温的推制,
一样焊接弯头的表面都是显露出来了蓝色,当然,假设被雨水冲洗过,我们在进行程中通过过高温进行加热,所加热出来的焊接弯头的表面颜色都是红色的。但是整体来说,我们担保钢管不被雨水冲洗是很难的,由于就是夏季院子之中被雨水有雾水冲洗过以后,那末所推制出来的焊接弯头的表面也是红色的

由于管件大部分数用于焊接,为了提升焊接品质,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定。表面品质和机械性能基本和管子是一样的。为了焊接方便,管件与被联接的管子底幽钢又是相同的。就是整个的管件都要通过表面处置,把内表面面的氧化铁皮通过喷丸处置喷掉,再涂上防腐漆。
这是为了出口需求,再者,在国内也是为了方便运送防止锈蚀氧化,都要做这方面的工作。就是对包装的要求对于小管件,如出口,就需求做木箱,大约1立方米,规定这种箱子中的弯头数目大约不可以以超过一吨,该标准准许套装,即大套小,但总重量一样不可以超过1吨。对于大件y就要单个包装,像24″的就必须单个包装

上一篇: 合金耐磨弯头生产厂家
下一篇: 国标高压弯头报价
Copyright © 2019-2020 河北盐浩弯头生产厂家 版权所有 ICP备案号:冀ICP备2020029558号-4
河北盐浩弯头管件生产厂家主营:冲压弯头、焊接弯头、无缝弯头、弯头厂家等各种类型的管件相关配件,规格齐全,价格优惠,欢迎选购。
地址:河北省沧州市盐山县 电话:15373317776
地址:河北省沧州市盐山县
电话:15373317776
企业邮箱:953635250@qq.com 业务QQ:953635250







