

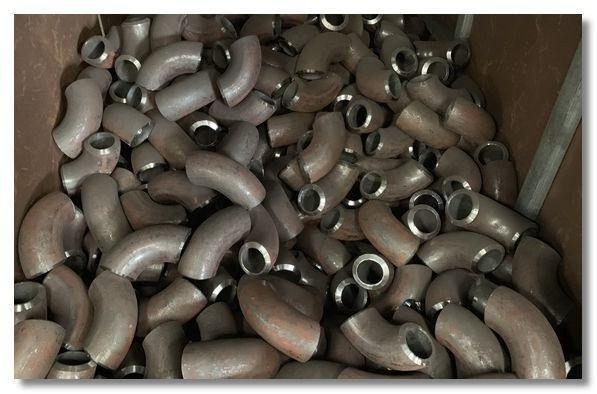
对焊弯头一般是90°的角度,短半径弯头比长半径弯头短得多,弯头的弯曲半径很急促合金弯头依照角度可以分为45度弯头,有90度弯头和180度弯头及其他不同的角度的弯头。依照材质可以分为碳钢弯头,不锈钢弯头,合金钢弯头。依照的曲率半径可分为长半径弯头和短半径弯头。弯头主要的标准国标,电标,中石化标准,船用标准,日标,美标等。弯头具有内壁光滑、热媒流动阻力小,耐酸碱、运用保存生命的年数长,安装方便等有点

弯头焊接时,受到重复加热析出碳化合物,下降耐腐蚀性和力学性能,焊后硬化性较大,容易产生裂纹,若觉得合适而运用同类型的焊条焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处置,若焊件不可以以进行焊后热处置,则应选用铬镍不锈钢焊条
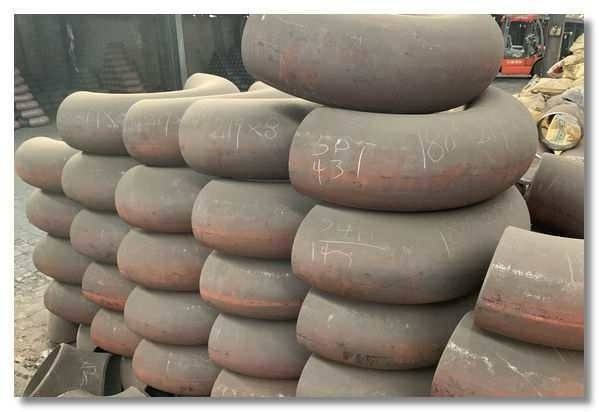
对焊弯头搜集购买必看压制厚壁弯头产品质性格能:1、耐磨性:瓷陶复合钢管的内衬瓷陶层中Al2O3含量大于95,显微硬度HV1000-HV1500,因而具有极高的耐磨性,其耐磨性比淬火后的中碳钢高十余倍,优于钨钻硬质合金。2、耐腐蚀性瓷陶属中性材料,化学性能牢稳,具有尤其好的耐腐性和耐酸性,可抗各种无机酸、有机酸、有机溶剂等,其抗蚀程度是不锈钢的十倍以上。高压弯头常用出产方法有三种:推制、弯制与压制.利用出产模型压制带直段弯头,具有尺寸准确、外形好看、出产模型调整简单、出产率较高的有点,带直段对接高压弯头具就象下所述有点:(1)将焊口移离起弧截面,下降了该处的不连续应力,使管系承担交变应力的有经验增加,提升了管系安全性.(2)制造加工时,能较好地控制弯头两端接口的椭圆度,减少了管道截面的附带加上弯曲应力,下降了整个儿弯头的应力水平.(3)安装时,带直段对接弯头与直管焊接接口对准方便,极少错边。(4)有芯模一次成型法制造对焊高压带直段弯头,质优、价廉,有帮助于推广应用高压弯头资料品种繁多,用法应用广泛,正在构成一个规模巨大的高技术产业群,有着非常广大宽阔的市场前面的景色和极为主要的战略意思。高压弯头弯管资料依照独处一格的分类标准进行分类能够分为独处一格的品种,由于咱们已把电子消息资料单独无所事事一类新资料畛域,忘乎所以这处所指的新型耐磨资料是除电子消息资料之外的主要耐磨资料。高压无缝弯头的的资料需求一些特殊的原料进行出产,这些个原料要进行严厉的挑选和控制,原料要挑选合适,否则出产的高压弯头就不会有品质担保
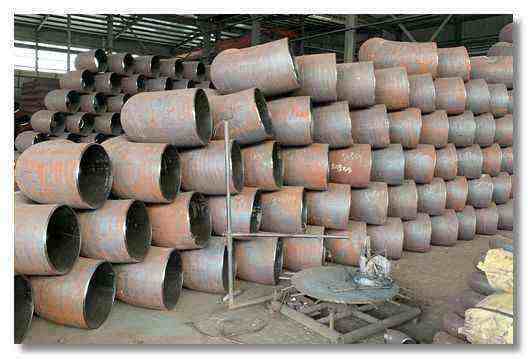
到现在截止,在常用规格的弯头出产中已被热推制法或其他成形工艺所代替,但在某些规格的弯头中因出产数目少、壁厚过厚或过薄,冲压成形弯头的方法仍在运用。弯头的冲压成形觉得合适而运用与弯头外径相等的管坯,运用压力机在出产模型中直接压制成形。在冲压前,管坯安摆安放在下模上,将内芯及端模装入管坯,上模向下运动着手压制,通过外模的约束和内模的支撑作用使弯头成形。与热推制工艺相比,冲压成形的外观品质还不如前者;冲压弯头在成形时外弧处于拉伸情形,没有其他部位多余的金属进行偿还,所之外弧处的壁厚约减薄10左右。由于符合运用于单件出产和低成本的独有尤其的地方,故冲压弯头工艺多用于小批量、厚壁弯头的制造。冲压弯头分冷冲压和热冲压两种,一般根据材料性质和设备有经验挑选冷冲压或热冲压。弯头制造工艺的有点主要表示在下面这些个方面(1)不需管坯作原料,可节俭制管设备及出产模型花销,且可得到任意大直径而壁厚相对较薄的碳钢弯头2)毛坯为平板或可展球面,由于这个下料简单,精确度容易担保,组装焊接便当3)由于上面所说的二条原由,能够缩减制造周期,消费本钱大大下降。因不需求无论什么专用设备,尤其合适于现场加工大型碳钢弯头。今天没有品质,下一天没有销客户的品质需
白开水在平时经营销售中,经常碰到客户要求弯头厂家对无缝弯头探伤检检查验看看测定或者保探伤焊接,那末探伤检检查验看看测定主要涵义是什么呢实际上探伤检检查验看看测定主要分为:UT、RT、PT等几种方法,UT探伤检检查验看看测定指的是超引起耳朵的振荡波检检查验看看测定,PT是液体渗透检检查验看看测定方法,而RT指的是射线。三种检检查验看看测定方法各有好处坏处,客户可以根据管件的具体要求自行挑选。

Copyright © 2019-2020 河北盐浩弯头生产厂家 版权所有 ICP备案号:冀ICP备2020029558号-4
河北盐浩弯头管件生产厂家主营:冲压弯头、焊接弯头、无缝弯头、弯头厂家等各种类型的管件相关配件,规格齐全,价格优惠,欢迎选购。
地址:河北省沧州市盐山县 电话:15373317776
地址:河北省沧州市盐山县
电话:15373317776
企业邮箱:953635250@qq.com 业务QQ:953635250







