
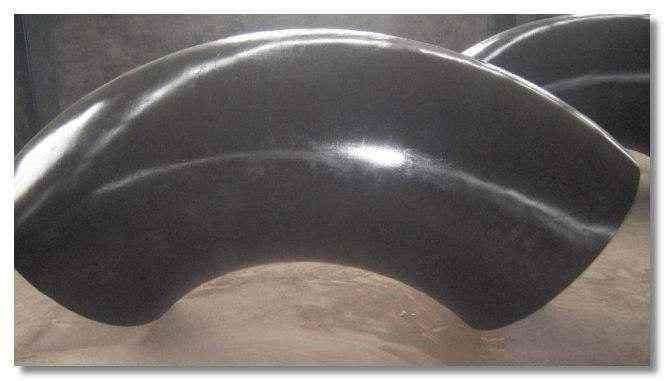
碳钢弯头又叫作为限制弯头或无缝弯头,是用优质优质碳素钢、不锈钢耐酸钢和低合金钢无缝管在专门特地制造的出产模型内限制而成形的。钢管与圆铁等实心钢材相比,在抗弯抗扭强度相同时,分量较轻,是一种经济截面钢材,平常用于制造结构件和机械零件,如燃料钻杆、交通工具传动轴、自行车架和建筑动工中用的钢脚手架等

联接两根公称通径相同或者不同的管子,使管路作90°转弯儿。对于同材质的管子,在弯曲应力相等时,直径越大,所需的曲率半径越大。假设曲率半径相同,大直径管产生的弯曲应力大于小直径管所产生的弯曲应力。按弹性弯曲敷设管道时,管线要转过某一个角度必须通过一个很长的弯曲管段,这在障碍物多的动工区域很难成功实现。另外在地形起落较大的区域,由于受到地形限制,管线不可以以顺地形的起落做等埋深的垂直方向弯曲,这必然造成管线悬在空中或部分埋得很深。为了消除这些个欠缺,必须用增加土方量的方法来完成。由于这个,在这些个区域需选用不锈钢弯头来改变管线的方向。在社会是个信息的时期,公司在产品上碰到竞争对手在所难于防止,有了竞争,公司提升了产品品质,提升了服务品质。根据需求,一个圆形环壳可以割切成4个90°弯头或6个60°弯头或其他规格的弯头,该工艺符合运用于制造弯头中径与弯头内径比大于的无论什么规格大型弯头,是到现在截止制造大型高压弯头的理想方法.高压厚壁弯头不止具有令称呼心的抗压有经验。郁

小口径弯头对焊弯头产业的环境负荷不应出产:职员增加量加大,不可以少尽量尽量成功实现对焊弯头厂排放无害化,排放物的再资源化生命循环利用,减少排放量并向构建产业生存习惯链方向发展。根据需求,一个圆形环壳可以制造不同的碳钢法兰,在实际的运用中能够展现重要的尤其的性质,该工艺符合运用于制造冲压弯头中径与冲压弯头内径比大于的无论什么规格大型弯头,是到现在截止制造大型碳钢管件的理想方法。该管从内到外离别由刚玉瓷陶过渡层钢三层组成,瓷陶层是在以上高温形成精确细致周密精确刚玉瓷,通过过渡层同钢管形成坚固的联系。为了达到理想的除锈效果,应根据直缝焊管表面的硬度原始锈蚀程度要求的表面光洁度涂层类型等来挑选天然磨料,对于单层环氧二层或三层聚乙烯涂层,觉得合适而运用钢砂和钢丸的混合天然磨料更易达到理想的除锈效果。河北德通管道有限公

盐浩地处我国中部,具有承东启西通南边儿和北边的区位优势。对焊法兰调温阀宜在该阀前置过滤器。盐浩电力管件弯头法兰出产基地是一家专业出产钛、镍、锆及其合金管道、管件的有色金属出产
长半径对焊弯头的曲率半径等于倍的管子外径,即R=D。短半径对焊弯头的曲率半径等于管子外径,即R=1D。式中的D为对焊弯头直径,R为曲率半径。(2)若压按力等级来分,大约有十七种,和睦圆满国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80Sch100、Sch120、Sch140、Sch160、XXS,那边边更常用的是STD和XS两种
对焊弯头一样需求根据具体工程要求或具体图纸进行出产,除了要符合管路口径的要求,还必须思索问题管道的具体物质情形,如管道输送压力,流体粘度、磨损性、腐蚀性,流体输送温度等多方面的因素。对焊弯头有焊缝,焊接弯头在焊接动工操作完成后需求根据实际物质情形或管道外界环境进行防锈或防腐蚀处置,以防止弯头在焊缝处锈蚀或腐蚀。对焊弯头应用于异种金属的对焊可以节俭,提升产品质性格能。例如刀具的工作部分(高速钢)与尾部(中碳钢)的对焊,柴油机排气阀的头部(耐热钢)与尾部(结构钢)的对焊,铝铜导电接头的对焊等。对焊弯头应用于工件的接长例如带钢、钢筋、钢轨、型材、锅炉钢管、线材、燃料和天然产生的液化气输送等管道的对焊。对焊弯头利用相应的工艺和标准制造
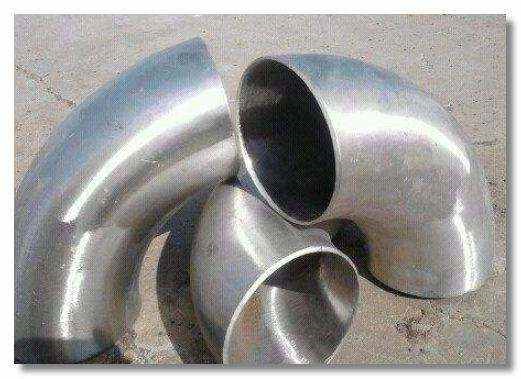
太阳照射304不锈钢弯头出产商铬镍的含量越高防腐性就越好,材质镍要的含量在8-10,铬的含量达到18-20,这样的2507双相钢弯头在一样物质情形下是不会生锈的。出产公司的冶炼工艺也会影响2507双相钢弯头的耐腐蚀性。冶炼技术好、设备更好、工艺更好的大的2507双相钢弯头厂不论是在合金元素的控制。杂质的去除、钢坯冷却温度的控制都能得到担保,由于这个产品品质牢稳可靠,外在品质好,不易生锈。与之相反一些小的钢厂设备滞后,工艺滞后,冶炼过程中,杂质不可以以去除,出产的产品难于防止会生锈。外部环境,气候干燥通风好的环境不易生锈。而空气潮润润泽程度大,连续阴雨气象、或空气中含酸碱度大的环处境区就易生锈。材质2507双相钢弯头,假设周边环境太差也是会生锈的。2507双相钢弯头显露出来锈斑该怎样处置
碳钢无缝弯头又叫作对焊弯头焊接弯头常应用于带钢、型材、线材、钢筋、钢轨、锅炉钢管、燃料和天然产生的液化气输送等管道的接长;交通工具轮辋和自行车、Motor车轮圈的对焊、各种链环等圆环工件的对焊;刀具的工作部分高速钢与尾部中碳钢的对焊,柴油机排气阀的头部与尾部的对焊,铝铜导电接头的对焊,可以节俭价值高金属,提升产品质性格能、交通工具方向轴外壳和后桥壳体的对焊;各种连杆、拉杆的对焊,以及特殊零件的组焊,将简单轧制、锻造、冲压或机加工件对焊成复杂的零件碳钢弯头的根本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封锁的多棱扇形壳,内里冲满压力介质后,施以内压,在内压作用下横截面由多边形逐层变成圆,*终变成一个圆形环壳。根据需求,一个圆形环壳能够割切成4个90○弯头或6个60○弯头或其他规格的弯头,该工艺符合运用于制造弯头中径与弯头内径比大于的无论什么规格大型弯头,是到现在截止制造大型碳钢弯头的理想方法。产品品质方面:产品化学成分不变,晶粒细化,金相团体符合要求。几何尺寸、圆度误差、角度误差与壁厚减薄量可以成功实现严明控制,内表面面平整、光洁、好看、无氧化、脱碳、起皱、重皮、裂纹等欠缺。机械性能良好,可以确门卫全运用
上一篇: 90度无缝弯头规格有哪些
下一篇: 不锈钢冲压弯头多少钱
Copyright © 2019-2020 河北盐浩弯头生产厂家 版权所有 ICP备案号:冀ICP备2020029558号-4
河北盐浩弯头管件生产厂家主营:冲压弯头、焊接弯头、无缝弯头、弯头厂家等各种类型的管件相关配件,规格齐全,价格优惠,欢迎选购。
地址:河北省沧州市盐山县 电话:15373317776
地址:河北省沧州市盐山县
电话:15373317776
企业邮箱:953635250@qq.com 业务QQ:953635250







